Smart supply chain and connected packaging for Pharmaceutical products
It is a solution based on RFID labeled packaging, smart data logger and highly efficient industrial readers in Pharmaceutical supply chain. It allows continuous track and trace, predictive temperature monitoring for sensitive products and real time data collection during each step of the distribution.
Benefits
- Track & trace to geolocalize the product and anticipate deliveries
- Cold chain management with a predictive product stability
- Mass counting & decommissioning (operations)
- Better stock management (fefo, inventory, pick and pack errors...)
- Product authentication
- Real time data collection for better market insights
Issue
The journey of sensitive pharmaceutical products, especially those requiring a strict cold chain, presents complex challenges and needs.
Most pharmaceuticals travel thousands of miles, changing hands half a dozen times or more before reaching their final destination. Throughout this journey, different risks must be taken into account such as :
- Breaking the cold chain
- Counterfeit medicines
- Damage or loss of packages
- Product confusion
- Stock shortages or inventory management errors
All stakeholders must also be able to collect information in real time, carry out mass counting or decommissioning operations, locate the product at any time or obtain a rapid response to a cold chain incident.
The pharmaceutical supply chain is therefore confronted with fragmented information flows between the different actors, as well as the need to collect reliable data in real time.
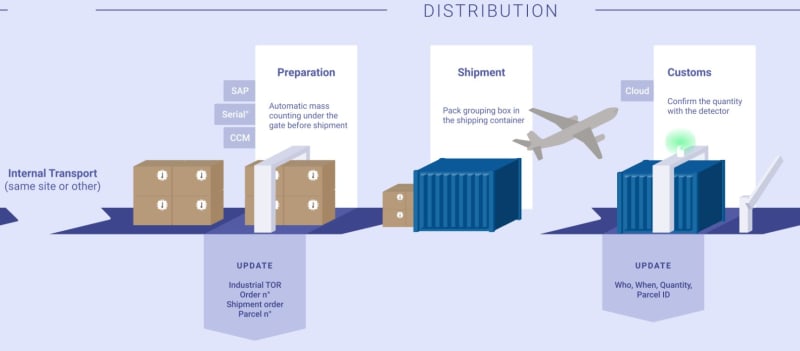
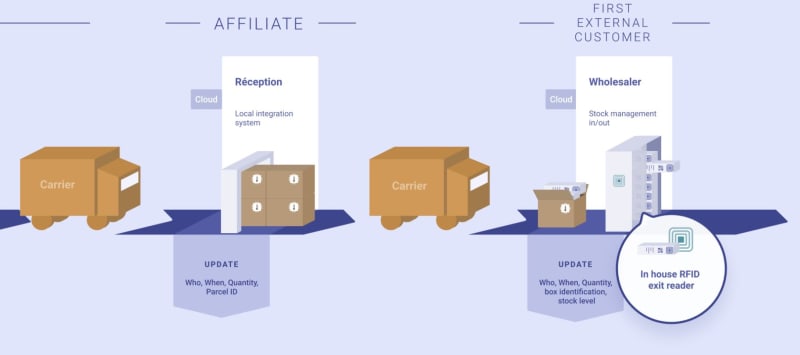
Solution
We have developed an RFID-based logistics solution that provides visibility into each product (product box), and access to its location, characteristics and status of all shipments from production, to warehousing, distribution and retail at any time. Also, RFID-powered logistics ensure error-free.
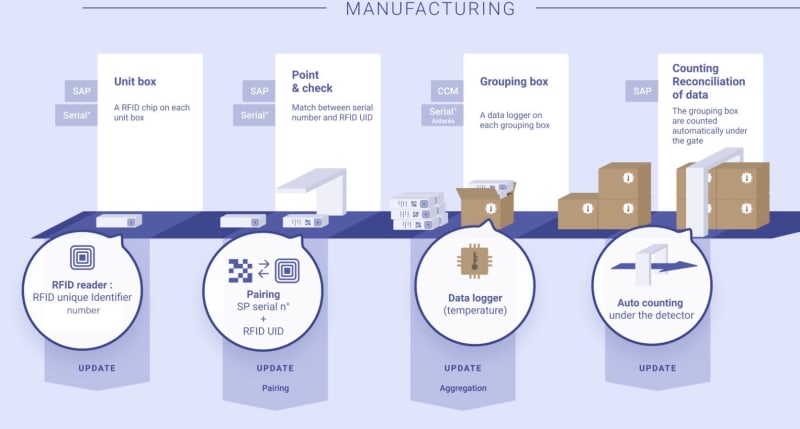
The system consists of :
- A passive RFID tag at the box level of the unit retrieving unique product information
- A multi-unit box level intelligent RFID temperature data logger with analysis capabilities
- A set of industrial readers (tunnel, gates, handhelds) for mass reading, compatible with smartphones for unit reading, at production, distribution and end-user level
- A shared data management system integrated into the company's existing workflow and information technology infrastructure, accessible by internal and external stakeholders
It helps to address cold chain inefficiencies by providing increased visibility into the locations, properties, and conditions of sensitive pharmaceutical products.